

减速机是一种比较精密的机械设备,它的作用是降低转速,增加转矩。而像减速机轴这种传动部位磨损问题是目前存在的普遍情况,今天给大家讲解下减速机轴磨损机加工修复方法。
设备背景介绍:
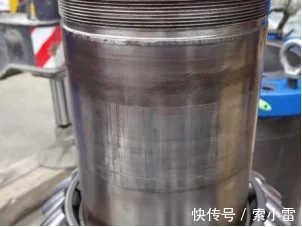
某水泥企业的立磨减速机在检修时发现轴承位磨损,轴径Ф240mm,磨损深度0.15-0.25mm,磨损宽度72mm。
基于以上背景,企业采用了索雷碳纳米聚合物材料技术并配合机加工修复工艺进行维修,机加工修复这种方法相对于传统修复工艺来说具有不产生热应力、修复时间短、修复精度高等特点,能很好的达到轴的原始尺寸,保证修复位置的同心度与圆柱度。
减速机轴磨损机加工修复步骤:
(1)对轴承位进行表面烤油处理。
(2)对轴承位进行车削,确保表面粗糙,保证材料粘接力。
(3)使用无水乙醇对待修复轴承位表面进行清理。
(4)调和SD7101H材料,涂抹至待修复轴承位表面,反复刮研,确保材料内部无气孔,保证材料厚度大于单边磨损量。
(5)使用碘钨灯对修复位置进行加热,加速材料固化。
(6)材料固化后,测量修复位置直径,对修复位置进行粗车,粗车完毕后测量尺寸。
(7)对修复位置进行精车,最后尺寸加工至轴原始尺寸。
(8)清理轴上其他位置多余材料。
(9)加热轴承,轴承内表面涂抹一层SD7000脱模剂,迅速将轴承安装到位。机床界
该材料技术既具有金属所要求的强度和硬度,又具有金属所不具备的退让性。通过有效地修复工艺可以确保修复部位与配合部件之间的配合关系,同时利用材料本身具有的抗压、抗弯曲、高延展率等综合优势,可有效地吸收外力冲击,极大缓解外力冲击对轴和轴承配合部位的破坏,避免间隙的产生,同时避免因间隙的增大对轴造成的二次磨损,延长设备的使用寿命。





