

纯钛概述
工业纯钛系指的是几种具有不同的铁、碳、氧、氮等杂质含量的非合金钛。它不能进行热处理强化。其成形性能优异,并且易于熔焊和钎焊。它主要用于制造各种非承力结构件,长期工作温度可达300。半成品有厚板、薄板、棒材、丝材、管材、锻件和铸件。
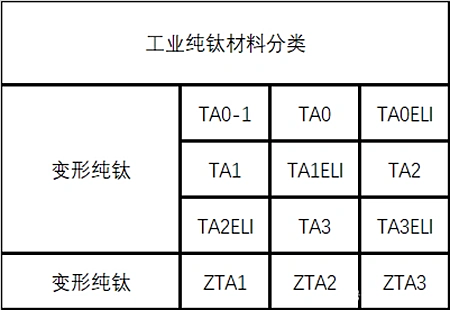
材料分类
工业纯钛材料技术标准

热处理制度
1)按GJB 3763-1999《钛及钛合金热处理规范》的规定。
2)退火:650-720,15-120min,空冷或慢冷。
3)去应力退火:480-600,15-240min,空冷或炉冷。
4)出氢真空退火:炉内绝对压强不大于0.07Pa,加热温度600-750,保温时间不少于1h;当截面厚度大于50mm时,保温时间应大于3h。
熔炼与铸造工艺
工艺纯钛应经过两次以上真空自耗电极电弧炉熔炼。铸件采用石墨加工型、石墨捣实型、金属型和熔模精铸型在真空自耗电极电弧凝壳炉中进行熔铸。
应用概况与特殊要求
工业纯钛在20世纪60年代初国内开始工业性生产,现已大量用于制造飞机和发动机零件,如飞机发动机舱的内蒙皮、波纹板、防火墙和铸造的静止结构件等。
工业纯钛性能
1)化学性能
钛有很高的化学活性,能与许多元素发生反应,在高温下能与一氧化碳、二氧化碳、水蒸气、氨和许多挥发性有机物反应。钛与某些气体反应,不但在表面形成化合物,而且能进入金属晶格,形成间隙固溶体。除氢以外,反应过程均是不可逆的。CNC机床
2)抗氧化性能
钛在通常的使用温度下的空气介质中加热时,会生成一种极薄、致密和稳定的氧化膜。它具有保护作用,可以阻止氧化金属内部扩散而不进一步氧化;因此,钛在500以下的空气中是稳定的。在538以下,钛的氧化符合抛物线规律。在800以上时,氧化膜要分解,氧分子会以氧化膜为转换层进入金属晶格,使钛的氧含量增加,氧化膜也增厚,此时,氧化膜已没有保护作用,且使金属变脆。
低温下钛及其合金,应避免和液态氧和气态氧接触,新生表面(如拉伸断裂产生的表面)与液态或气态氧相接触并受到冲击时,会发生强烈的反应。
3)氢脆
对于钛及其合金来说,氢脆是一个重要问题。钛极易从酸洗液、腐蚀液和热加工(热变形和热处理)的高温气氛中吸收氢。钛及其合金的氢脆可以为下面两种形式之一,对于工业纯钛和合金,氢脆表现为塑性降低,而强度稍有增加,同时还发现在低于93时,合金的冲击韧性降低,以及脆-塑转变温度范围发生变化。第二种形式是类似于钢的脆化,是在恒载荷下或持续载荷下,进行慢速试验时出现的一种脆化现象。这种试验方法通常采用缺口试样,施加高于某一强度水平的应力,观察其脆性发生的行为。通常规定在使用状态的钛及其合金的成品零件的氢的质量分数应小于0.015%。CNC机床
工业纯钛工艺性能
1)锻造
铸锭开坯加热温度为1000-1050,每火变形量控制在40-50%。毛坯锻造加热温度为900-950,变形量控制在30-40%。模锻加热温度为900-950,终锻温度不应低于650。为了达成成品零件应有的尺寸,其后的重复加热温度不应超过815,或大约低于转变温度95。
2)铸造
工业纯钛的铸造,可将一次真空自耗电极电弧炉熔炼的铸锭,或经变形的棒材作为自耗电极,在真空自耗电极电弧凝壳炉熔铸。铸型可用石墨加工型、石墨捣实型和熔模壳型。
3)焊后热处理
工业纯钛焊接构件一般不需进行焊后热处理,但对具有复杂焊缝和设计上要求消除焊接应力的构件,可进行以下热处理:400-450,6-8h,空冷;或500-600,1-2h,空冷。
工业纯钛零件处理工艺
1)清理
材料在600以上成形或热处理时所形成的氧化皮需进行表面清理。这种氧化皮的清理,首先用机械喷砂(刚玉砂)清除表面氧化皮,随后在2%~5%氢氟酸与硝酸的水溶液中酸洗。为了防止吸氢,硝酸与氢氟酸之比应大于10:1。酸洗时其溶液温度应控制在40~60之间。酸洗的增氢量应严格控制,不能超过0.002%。CNC机床
2)表面硬化
当用钛制造具有相对运动的零件时,为了提高零件的耐磨性,零件的表面可进行氮化处理。氮化处理的表面硬度能达成600KHN。
切削加工与磨削性能
1)切削加工
工业纯钛的切削加工特性类似于奥氏体不锈钢。因此,钛是属于难切削加工的材料,但采用锋利的刀具,大走刀量,较低的切削速度和溶油性冷却液,以及刚性强的工卡是能够顺利地进行机加工的。
2)锯切
工业纯钛的锯切,可采用高速磨擦锯,其锯切线速度为1200~1400m/min。亦可采用弓锯和带锯,一般采用高速钢锯条,并采用慢的切削速度和大走刀量。如果工件表面带有氧化皮或污染层则会使锯条大量磨损。另外还可采用棕色刚玉或碳化硅砂轮片锯切,切削速度为10~30m/s。
3)磨削
零件精加工时才使用磨削,磨削应保持小的磨削量,一般使用碳化硅或刚玉砂轮。采用碳化硅砂轮,其磨削表面速度应保持在1000~1500m/min,而采用刚玉砂轮时,则磨削速度可稍微低些。经过磨削的表面将产生表面应力,可根据零件使用要求,进行表面残余应力的消除。CNC机床
使用建议:建议在各种型号的飞机和发动机上选用工业纯钛。
以上就是关于工业纯钛材料介绍,(mualloy.com)日常会更新合金类资讯文章,欢迎大家指教交流。





