

CBN(PCBN)应用领域
CBN刀具也叫PCBN刀具也就是我们常说的立方氮化硼刀具,应用领域为:淬火钢、灰铸铁、耐磨钢、高硬度铸钢件和粉末冶金,掌握了较为好记的刀具牌号,镶嵌式刀具BN-K20,BNK30,复合式BN-K10,BN-K50类别为灰铸铁,镶嵌式刀具BN-H11,BN-H20,复合式刀具BN-H05,BN-H10,BN-H21,涂层CBN刀具BN-H05-C25,BN-H10-C25,BN-H21-C25类别为淬硬钢。
淬火钢,常见的材质为:20CrMnTi、20Cr、40Cr、42CrMo、GCr15、Cr12MoV等,加工工序:半精加工,精加工,典型零部件:齿轮、齿轮轴、传动轴、轴承、风电轴承、回转支轴承等,加工特点:硬度大,部分工件有断续切削,表面粗糙度Ra.8,刀具常出现的问题:不耐磨,崩刀,寿命不稳定,常用刀具牌号:BN-H200,BN-S200,BN-H05,BN-H10,BN-H21,涂层刀具等;灰铸铁,常见的材质为:HT150、HT200、HT300,加工工序:粗加工、精加工,典型零部件:刹车盘、制动鼓,发动机缸体、皮带轮、飞轮等;加工特点:表面粗糙度Ra.1.6,要求效率高,生产节拍,刀具常出现的问题:不耐磨,效率低,常用刀具牌号:BN-S300、BNK30;耐磨铸铁,常见的材质为:Cr26、Cr27、高铬铸铁、高镍铬合金铸铁、白口铸铁、冷硬铸铁,加工工序:粗加工,典型零部件:轧辊、渣浆泵、衬板、叶轮等,加工特点:余量大,有铸造缺陷,高低不平,刀具常出现的问题:不耐磨,崩刀,车不动,寿命短,常用刀具牌号:BN-S20,BN-K1;高硬度铸钢件,常见材质为:Mn13、Mn18、高速钢、高锰钢、高硼钢,加工工序:粗加工,典型零部件:高速钢轧辊,轧臼壁等,加工特点:工件大,余量大,有铸造缺陷,刀具常出现的问题:不耐磨,崩刀,车不动,寿命短,常用刀具牌号:BN-K1、BN-S10、BN-S20;粉末冶金,加工工序:精加工,典型零部件:气门座圈,同步器齿毂,带轮等,加工特点:虽然切削余量小,但组成颗粒后硬度高,对切削刀具的性能要求高,刀具常出现的问题:不耐磨,寿命短,常用刀具牌号:BN-K10,BNK30,BN-K50,BN-H21。卧式加工中心
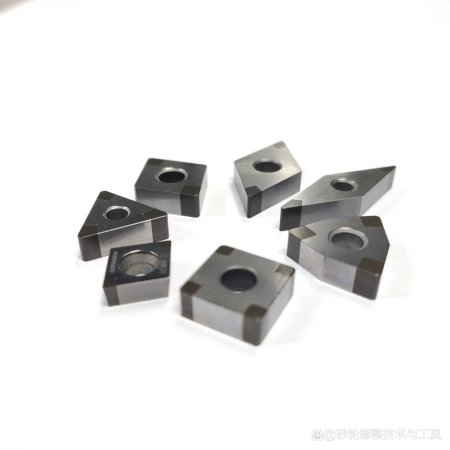
焊接复合式CBN刀具类型:
机夹可转位刀片(以车削刀片、镗削刀片和铣削刀片为主),一个到头可旋转使用;成型刀具(切槽刀、非标车刀、镗刀类)加工后是一个规则形状。卧式加工中心
刀片编号规则:
常用C型刀片,如CNMN090304,C:刀具形状,N法后角,M精度等级,N断屑槽及装固方式,09刀片尺寸,03刀片厚度,04刀尖圆弧半径。
白口铸铁
断层呈现白色,高铬铸铁,镍铬铸铁也是白口铸铁,硬度更硬,HRC50左右。含2.0%~3.0%C,0.5%~1.9%Si,0.25%~0.8%Mn,0.06%~0.2%S,0.06%~0.2%P,其余为Fe,加入合金元素Cr、Mn、Cu、AI等可制成白口铸铁。
硬车削淬硬钢
通常所说的硬车削是指把淬硬钢的车削作为最终加工或精加工的工艺方法,淬硬钢通常指淬火后具有马氏体组织,硬度高,强度也高,几乎无塑性工件材料。
在实际加工中要根据要加工的部件以及加工件材质属性来选择合适的刀具,可大大节约时间成本以及提高工作效率。





