


加工质量优的齿轮能为减速器维持稳定的传动比,提供更长的工作寿命并且提升传动效率。新能源汽车减速器齿轮原材料为硬度较高的渗碳钢,精度要求也更为严苛。
威士CBN刀具针对主减速齿轮、泵轮、传动轴、直驱齿套和差速圈齿轮的粗加工和精加工都有稳定高效的加工方案。粗加工高效去除渗碳层,精加工保证齿轮尺寸精度,降低加工成本的同时提升减速器的产品优势。
主减速齿轮端面及内孔加工

威士CBN涂层刀具加工20CrMnTiH主减速齿轮,刀具寿命长,切削效率高。增加修光刃的刀头可以有效避免震纹问题,且可提升齿轮表面粗糙度。
泵轮端面内孔高精密加工
泵轮内孔圆度必须维持在严格的尺寸公差内,威士涂层刀具加工泵轮内孔,加工寿命更长并且能够显著降低圆度超差的情况
轴承齿端面严重断续切削加工
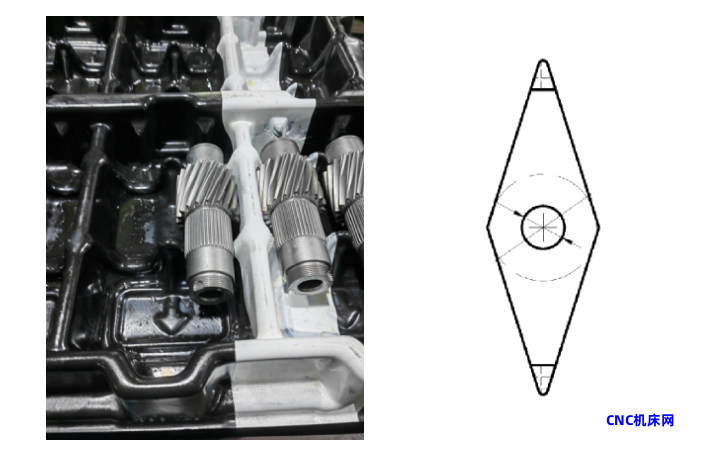
威士CBN涂层刀具可以在提高进给量的同时将两刀切提升为一刀切,效率大大提升。
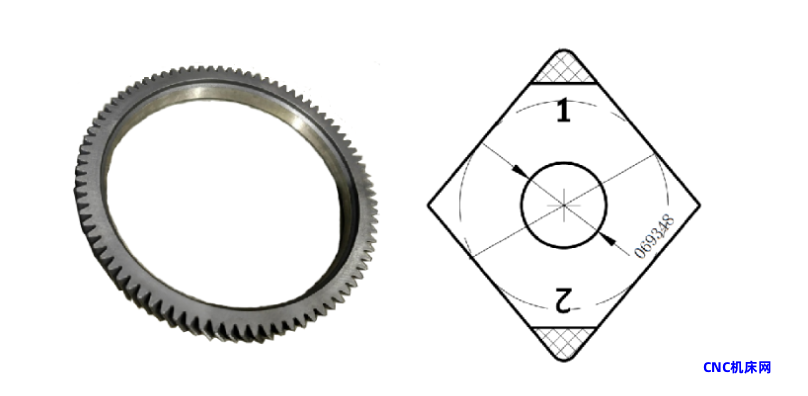
直驱齿套端面外圆实现一把刀粗精加工
威士CNGA120408涂层CBN刀具粗加工高效去除齿轮渗碳层,精加工精准保证尺寸公差,为高精益加工的性价比之选。
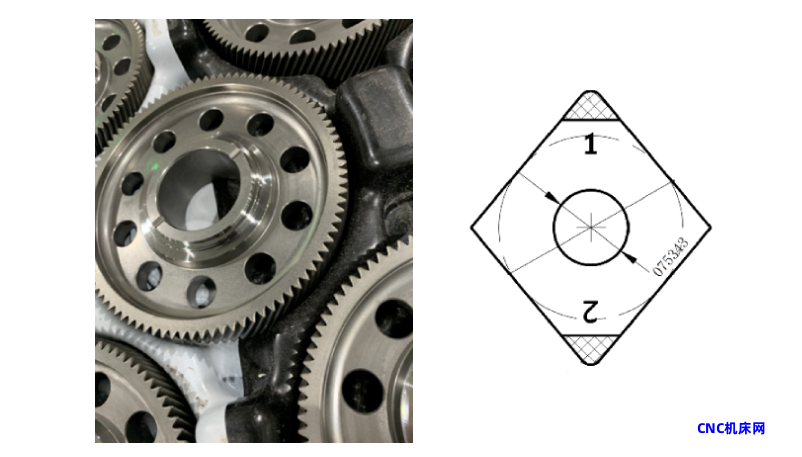
差速圈齿轮端面及内孔加工
高硬度差速圈齿轮对尺寸精度要求高,威士CNGA涂层刀具端面粗车切削效率高,精加工车削确保齿轮精度,齿轮内孔精加工达到高标准表面粗糙度。





