在如今竞争激烈的环境中,NIRONIT不能停滞不前。“ 我们一直在探索如何在市场上更好地展示自己并脱颖而出,”Ruf说道,“借助等离子切割和水刀切割技术,我们可以制作出切割质量极高的坯料。”
为了保证零件的特殊表面和平整度,NIRONIT多年来一直委托阿库矫平去毛刺中心来完成矫平和去毛刺加工任务。但这存在较大困难,因为从不来梅到巴登巴登的运输路线很长,成本必然会上涨。“我们的目标是实现质量上的提升,而非数量。因为只有保证精确的切割质量、表面质量、平整度以及准时交付的情况下,我们才能进入其他领域。”Ruf厂长解释道。2024年,阿库的FlatMaster® 120型矫平机和EdgeBreaker® 6000型去毛刺机入驻NIRONIT切割中心。

等离子切割会不可避免地造成钣金残余应力的产生,而NIRONIT的FlatMaster® 120可以大大减少甚至消除这些残余应力
只有无毛刺且平整的板材方可交付
“依据我们的质量标准,翘曲或带有毛刺的零件不得交付给客户,”Ruf进一步解释道,EdgeBreaker® 6000能够处理最宽1300毫米、最长2000毫米的板材。“得益于其吸附台作为支撑,即使是小零件也能很好地进行去毛刺处理。”
而FlatMaster® 120可处理的板材尺寸范围更大,它能有效处理翘曲的零件和坯料。NIRONIT引进的这台矫平机能够处理宽达2000毫米、长达6000毫米的大型板材。“我们为进出料工作台各配备了一条6米长的辊道输送系统,效果非常好,”Ruf称赞道。即使客户没有明确要求,NIRONIT也会对这些零件进行矫平。零件上会贴上一张矫平标签和二维码,以便记录并了解更多信息。

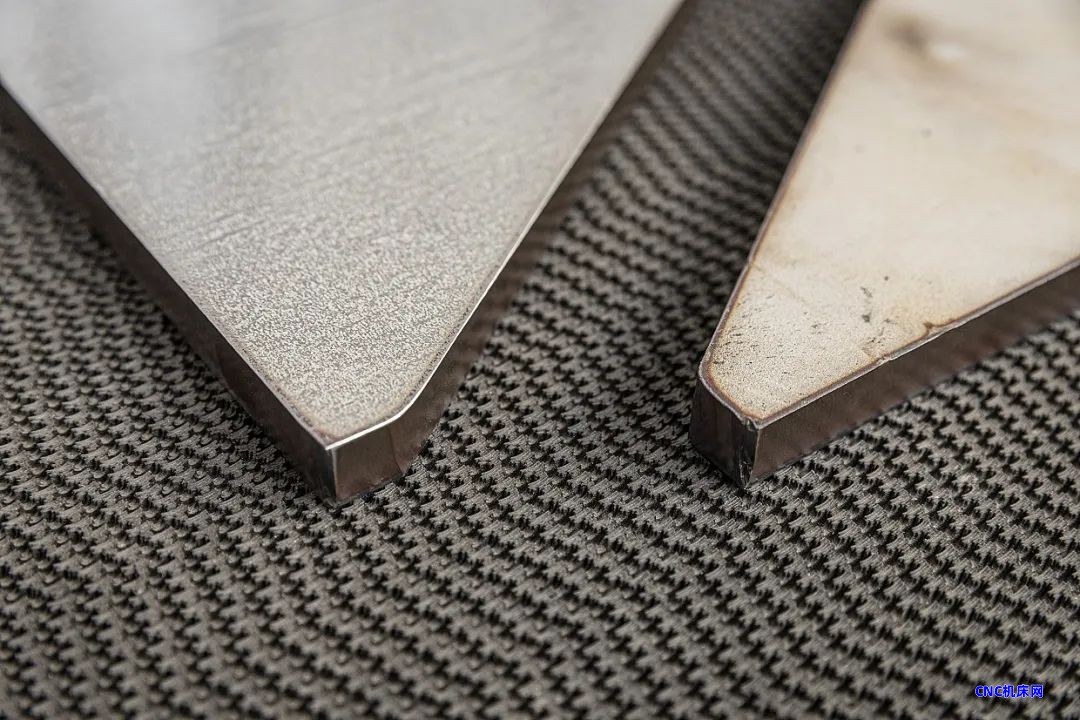
平整且几乎无内应力:NIRONIT的零件使用FlatMaster@矫平加工前后对比
尽可能减少下游工序的工作量
正如Ruf所观察到的,向更高质量发展的趋势在业内普遍存在。“许多客户都希望零件加工得完美无缺,这样下游工序中就可以省力很多,”他说道。此外,随着时间的推移,客户的要求也越来越多:比如这里需要倒角,那里需要螺纹,或者边缘倒圆。当然,应力释放也是一个问题 - 当金属板材被切割、铣削或冲孔时,材料中的应力会被释放。矫平能够进一步减少这些残余应力,以确保平整度。“由此,客户在下游工序中遇到的问题明显减少。例如我们有一个客户通过批量矫平加工,节省了近300小时的加工时间。”
Ruf对矫平的重要性深有体会。2014年,NIRONIT向埃塞俄比亚交付了近70吨板材。“生产经理告诉我:切割出来的材料变形量很大,形状就像一条蛇,”Ruf回忆道。这导致焊接机器人根本无法对其加工,但当时也无法将材料退回去矫平。因此,他与客户方的员工一起,在现场使用T型梁和千斤顶搭建了一个临时的矫平装置。“我们用千斤顶的泵来逐个推出每个轴,这项工作持续了10天,每天14个小时,而且现场必须手动操作——这是对我影响最大的一次经历,”Ruf说道。从那时起,他便成为了平整度的积极倡导者。
NIRONIT工厂内的EdgeBreaker® 6000去毛刺机不仅能有效去除毛刺,还可倒圆边角,使工件获得美观的表面效果
员工必须树立质量意识
“我们挑选了负责这两台设备的员工,并让他们接受了阿库的培训,”Ruf说道。这两台机器操作相对简单,控制系统也非常人性化。培训在调试期间进行,为期三天。很快,员工们就能够自己操作这些机器了。去毛刺机方面,NIRONIT添加了阿库的Wizard智能软件作为选配。这对Ruf和他的团队非常有帮助,尤其是在培训期间。因为该软件能够根据所需表面要求确定合适的砂带。此外,它还会根据相应的加工任务自动选择最佳的去毛刺工具。这可以将去毛刺机调整到最佳状态,以实现生产效率和工具磨损之间的平衡。这意味着用户可以确保以最小的投入而获得理想的加工效果。
NIRONIT的投资已经得到了回报:“产品质量尤为重要,因为许多客户只有在质量合格的情况下才会再次下单,”Ruf说。许多客户不仅仅想要一个切割件,他们想要的是一个优质产品,而这能创造附加值。“阿库的设备是对我们产品组合的很好补充,非常适用于我们的客户群体,”这位厂长总结道。

(左起)NIRONIT工艺负责人Vladimir Grunwald和不来梅现场经理Alexander Ruf对FlatMaster® 120矫平机的良好性能表示满意